Water-cooled screw chiller
Air-cooled screw chiller
Industry-specific (industrial) chiller
Box (closed) industrial chille
Low-temperature chiller unit
Water-cooled scroll bench open chiller
Air-cooled scroll chiller
Air-cooled screw (scroll) heat pump unit
Explosion-proof chiller
Closed cooling tower
Open cooling tower

Industry-specific (industrial) chiller
Position:
Home > en > Products > Industry-specific (industrial) chiller >

Reactor (chemical) special freezer
Number of products: 53689412
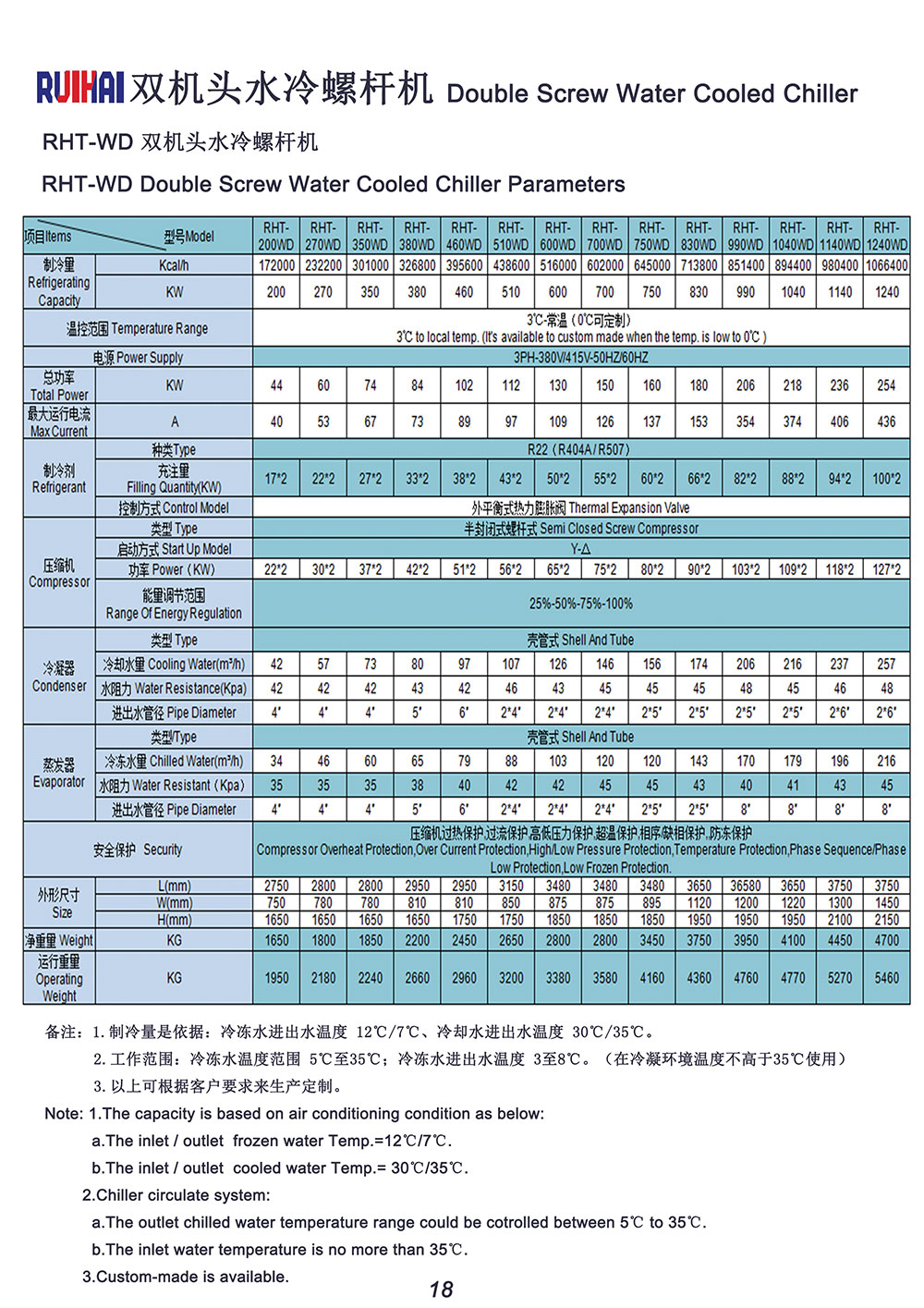
Specifications: RHT-WD
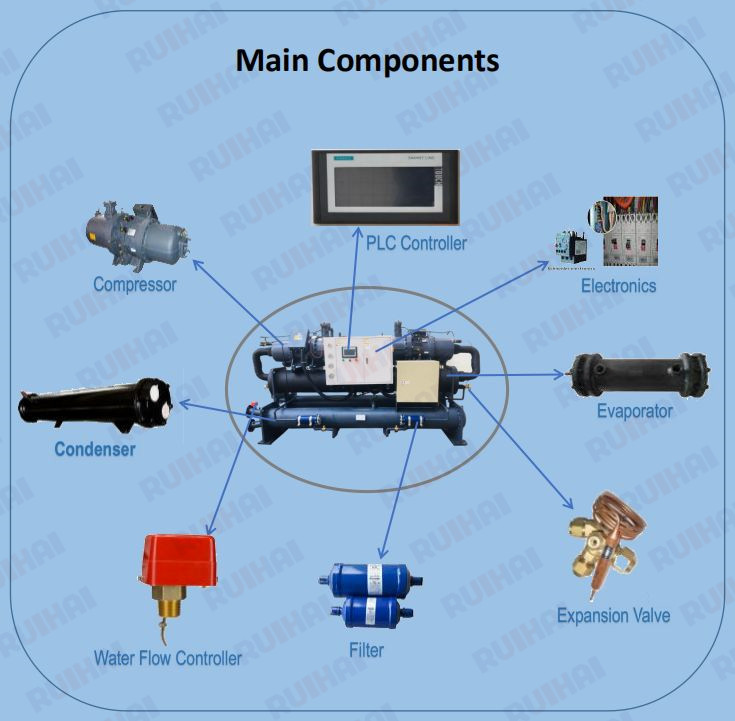
The reaction kettle chemical chiller and the reactor low temperature chiller use horizontal shell and tube condensers and shell and tube evaporators, which have the advantages of simple structure, stable heat exchange, long lasting efficiency, and convenient maintenance. The control system of the chiller unit of the reaction kettle adopts imported PLC program controller, and the man-machine interface is equipped with a large screen touch screen. The interface is simple and elegant, and the operation is intuitive and simple.
Reactor kettle chiller has reliable safety protection devices, including: high and low pressure protector, exhaust overheat protector, compressor motor overheat protector, overload current protector, antifreeze temperature protector, water flow protector, emergency stop Switches, temperature-sensitive fusible plugs, safety valves, etc. The main compressors of the reactor chiller are all imported from Germany, such as Bitzer Germany, Copeland, Taiwan Hanbell and other brands; imported semi-hermetic screw compressors or fully enclosed scroll compressors as refrigeration hosts.

Reactor chiller features:
The reaction kettle chemical chiller and the reaction kettle low temperature chiller use horizontal shell and tube condensers and shell and tube evaporators, which have the advantages of simple structure, stable heat exchange, long lasting efficiency, and convenient maintenance. The control system of the chiller unit of the reaction kettle adopts imported PLC program controller, and the man-machine interface is equipped with a large screen touch screen. The interface is simple and elegant, and the operation is intuitive and simple. The reactor chiller has reliable safety protection devices, including: high and low pressure protectors, exhaust overheat protectors, compressor motor overheat protectors, overload current protectors, antifreeze temperature protectors, water flow protectors, emergency stop switches, sensors Temperature type fusible plug, safety valve, etc. The main compressors of the reactor chiller are all imported from Germany, such as Bitzer Germany, Copeland, Taiwan Hanbell and other brands; imported semi-hermetic screw compressors or fully enclosed scroll compressors as refrigeration hosts.
1. Expansion valves, filters, high and low pressure meters, solenoid valves and other refrigeration components and electrical components are all famous brands in the United States, Taiwan and Japan, with high precision, low failure rate and long service life.
2. Using Taiwan microcomputer temperature controller, it can accurately control the water temperature within + 35 ℃ to -45 ℃.
3. All controls are set on the front of the chiller. Just press the switch and adjust to the required temperature, and it can be operated automatically, quickly and easily.
4. Adopt imported high-efficiency copper tubes, specially designed and manufactured condensers and evaporators, with large heat dissipation and small size, which greatly enhances the refrigeration efficiency of chiller.
Application fields of reactor chiller:
1. Pharmaceutical: Processes that require temperature control such as synthesis, hydrolysis, esterification and etherification;
2. Chemical industry: rubber crushing;
3. Metal treatment: low temperature quenching;
4. Military industry: weapons storage;
5. Electronics: environmental test of components;
6. Aerospace: environmental testing of components;
7. Food: Ultra-low temperature marine refrigeration system and ultra-low temperature food processing and storage;
8. Within the applicable temperature range, it can completely replace liquid nitrogen.
After-sales service:
The warranty period is 12 months, free maintenance during the warranty period, only the material cost fee is charged outside the warranty period, and lifetime maintenance.